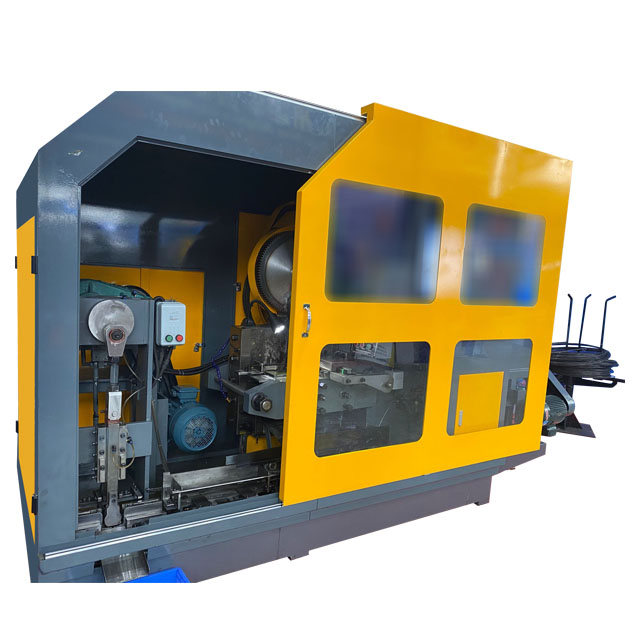
يمكن للبراغي التي تصنع آلة الرأس الباردة المصنعة بواسطة Ronen® تشكيل رؤوس المسمار دون تسخين المعدن. يستخدم الضغط لتشكيل البليت الأسلاك المعدنية في رأس المسمار. تحتاج فقط إلى إدخال السلك ، وسيقوم الماكينة بتشكيل رأس المسمار في غضون بضع ثوان.
تم تصميم البراغي التي تصنع آلة الرأس الباردة خصيصًا لإنتاج رؤوس المسمار بواسطة طريقة العنوان الباردة. لا يستخدم مواد الأسلاك الساخنة. بدلاً من ذلك ، فإنه يطعم السلك المعدني مباشرة في الماكينة وعبر القالب ، يضغط أحد طرفي السلك على شكل رأس برغي.
تشكل البراغي التي تصنع آلة الرأس الباردة رؤوس المسمار من خلال عملية التزوير الباردة في درجة حرارة الغرفة. يستقبل هذا الجهاز السلك ، ويقوم بتصويبه ، ثم يقطعه إلى فراغات دقيقة. بعد ذلك ، يتم نقل هذه الفراغات إلى سلسلة من القوالب ، حيث تؤثر اللكمات القوية على أحد طرفيها ، مما يتسبب في بثق المعدن وتشكيله في شكل رأس المسمار دون إزالة أي مادة.
تبدأ البراغي التي تصنع آلة الرأس الباردة بقضبان سلكية. تقوم آلة الاسترخاء بتغذية السلك في آلية الاستقامة للقضاء على أي انحناءات. بعد ذلك ، تقوم آلة القطع الدقيقة بقطع السلك المستقر إلى مملوءات بأطوال محددة. يعد اتساق هذه المليارات أمرًا بالغ الأهمية لأنه يحدد كمية المعدن المطلوبة للتكوين الصحيح للرأس.
تعتمد الماكينة على قوالب الصلب واللكمات الصلبة. تحتوي القوالب على تجاويف تحدد الشكل النهائي لرؤوس المسمار. يطبق اللكمات القوة لتشكيل المعدن في هذا النموذج. عن طريق تغيير هذه القوالب ، يمكن للماكينة نفسها إنتاج أنواع وأحجام مختلفة من رؤوس المسمار.
| نموذج | 4-20A | 5-30A |
| Max.Blank Dlameter (MM) | φ5 |
φ8 |
| Max.Blank طول (مم) | 20 | 30 |
| اللقلق | 60 | 90 |
| السعة (PCS/min) | 80-120 | 80-110 |
| دورة في الدقيقة (PCS/min) | φ32x105 |
φ32x120 |
| قطر القاطع (مم) | φ15x30 |
φ20x35 |
| يموت لكمة (1) (مم) | φ25x70 |
φ30x75 |
| يموت لكمة (2) (مم) | φ25x70 |
φ30x75 |
| حجم القاطع | 10x30x70 | 10x30x70 |
| حجم محرك الجسم (HP) حجم | 2 | 3 |
| حجم (LXWXH) (م) | 1.75x0.85x1.15 | 2.30x1.08x1.15 |
| الوزن (كجم) | 1300 | 1700 |
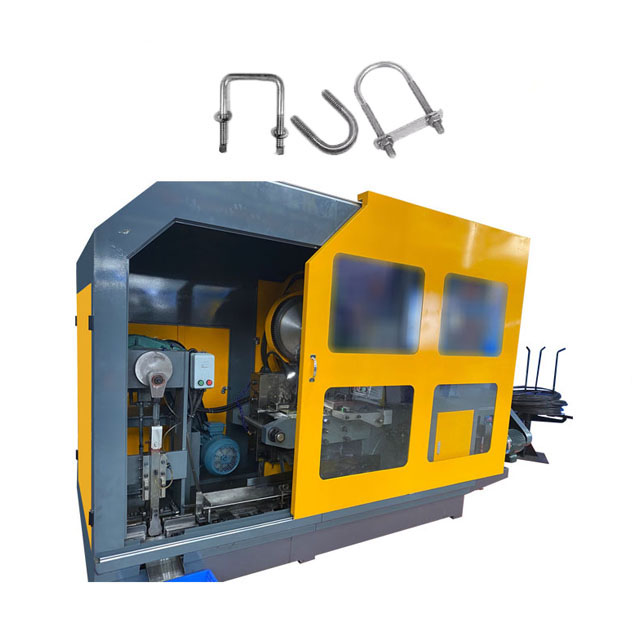
نقاط بيع البراغي التي تصنع آلة الرأس الباردة عملية للغاية. لا يتطلب التدفئة ، وبالتالي توفير تكاليف الطاقة. تتمتع رؤوس المسمار المنتجة بقوة كبيرة لأنه أثناء العنوان البارد ، يتم ضغط الهيكل الداخلي للمعدن ، مما يجعلها أكثر صلابة وأقل عرضة للكسر مقارنة بتلك المزورة بعد التدفئة. معدل استخدام المواد مرتفع أيضًا. في صب البثق ، ليست هناك حاجة لقطع المواد الزائدة ، ويمكن استخدام المواد السلكية بشكل أساسي.